We concentrate on graphite equipment-based process engineering and chemical environmental protection process engineering that is advantageous to energy conservation and emission reduction with other equipment. We combine and customize our process solution by using our expertise in material, equipment and process.
Purification of HCl
- Customize plant capacity according to customer’s technical requirements
HCl gas is produced by distillation of hydrochloric acid solutione
Stripping columns with intensive fluid contact
Production of highly pure, dry HCl gas with low inert gas and moisture contents
Gas pressure and temperature in accordance with customer’s requirements
Minimized consumption of steam and cooling water by optimal design
No risk of explosion
Applications
sulfur method to produce refined chloroacetic acid with byproduct hydrochloric acid
Evaporation and crystallization
- If the solubility of the salt changes only a little at fluctuating temperatures the evaporation crystallization preferably find applications
In this process a solution is crystallized by evaporating the solvent through the supply of heat.
The special design of the evaporation chamber makes is possible to operate the evaporation crystallizer as classifying crystallizer.
In this case the crystals are separated by classification according to size in a sedimentation zone. The coarse portion may be discharged through an extra outlet while the fine portion remains in suspension.Our References Evaporation and crystallization MgSO4 pilot-plant
Evaporation and crystallization MgSO4 pilot-plant
0.3t/h water evaporation
Mechanical vapor recompression
- If the cost of electric power are lower than the cost for the production of steam, it is advisable to operate the vapor compression by means of electric power
Live steam is only needed for starting-up of the plant
Besides single-stage radial compressors also multi-stage machines and axial compressors may find application
Electricity consumption of below 40Kwh per ton water evaporation
Low operation cost and high condensate quality
Mechanical vapor recompression may also be applied in multi-stage evaporation plants and evaporation crystallization plants.Applications
-evaporation of brine solutions in chlor-alkaline industry
-concentration of brine solutions in salt industry
-evaporation of aqueous solutions in chemical industry
-recycling of special metals
-concentration of waste water in environmental aspect
-evaporation of milk, whey, sugar solutions etc. in food and beverages industry
-concentration of solutions in petrochemical industryOur References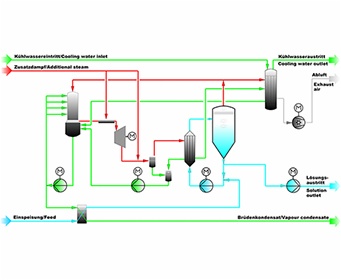 Process flow diagram of MVR
Process flow diagram of MVR Titanium solution concentration with MVR to significantly reduce operating cost
Titanium solution concentration with MVR to significantly reduce operating cost
Capacity: 6.6t/h water evaporation
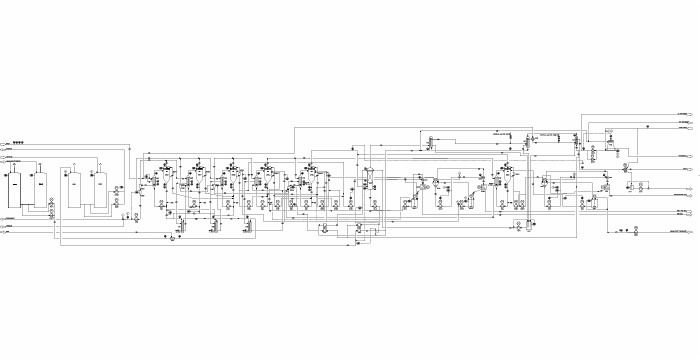
Purified phosphoric acid process
- Wet process phosphoric acid product is designed taking into account the nature of the phosphate rock to be used
Phosphoric acid from Merchant Grade to Food Grade and phosphate-based products can be provided
The purified wet-process phosphoric acid contains three stages: pretreatment, solvent extraction and post-treatmentOur References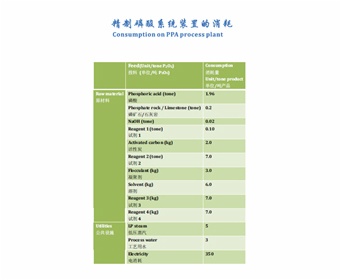
Metal salts crystallization ( Co/Ni) from low concentration waste water in chemical and metallurgical industries
- Multi-stage evaporation process can be used
Customize process solutions according to customer’s technical requirements
Lab test can be conducted before scaling up to the industrial phase
The lowest gas liquid ratio achieved
Maximize the heat recovery in the system
Long service life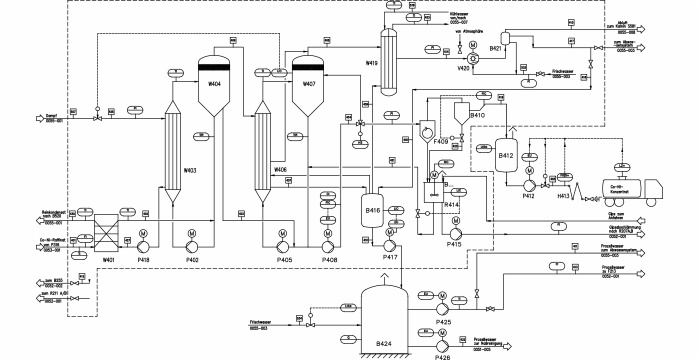
Concentration of dilute sulfuric acid in metallurgical, titanium dioxide, sulfuric acid and pesticide industries
- Two-stage and three-section evaporation can be used
Customize process solutions according to customer’s technical requirements
Lab test can be conducted before scaling up to the industrial phase
The lowest energy consumption achieved
Maximize the heat recovery in the system
Recycle of FeSO4.H2O
Long service life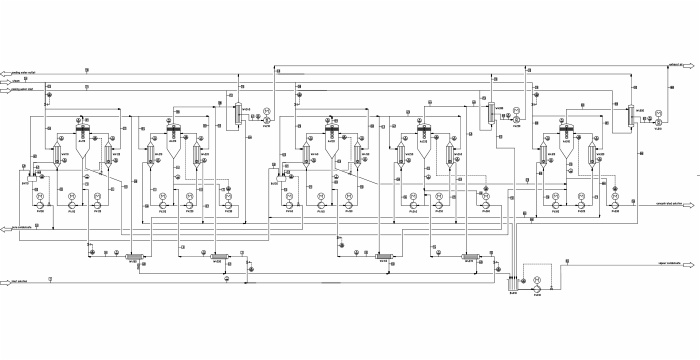
Crystallization and recycling of NaCl/KCl in aluminum salt industry
- Multi-stage evaporation process can be used
Customize process solutions according to customer’s technical requirements
Lab test can be conducted before scaling up to the industrial phase
The lowest energy consumption achieved
Maximize the heat recovery in the system
Long service lifeOur References